In the wake of the Industrial IoT (IIoT), edge computing, industrial data platforms, and AI rise, manufacturers are looking for new business models. Once they relied on hardware sales, but now they are offering no less than value-added digital services, paving the way for the so-called servitization.
This article draws on the years of practical experience of the Devox Software team in the field of building software for manufacturers. If you want to define a clear digital product value proposition, integrate IT and OT systems, and acquire the necessary AI and IoT solution, this piece is for you. Nevertheless, let’s start with the basics.
The Big Shift: From Hardware to Connected Products
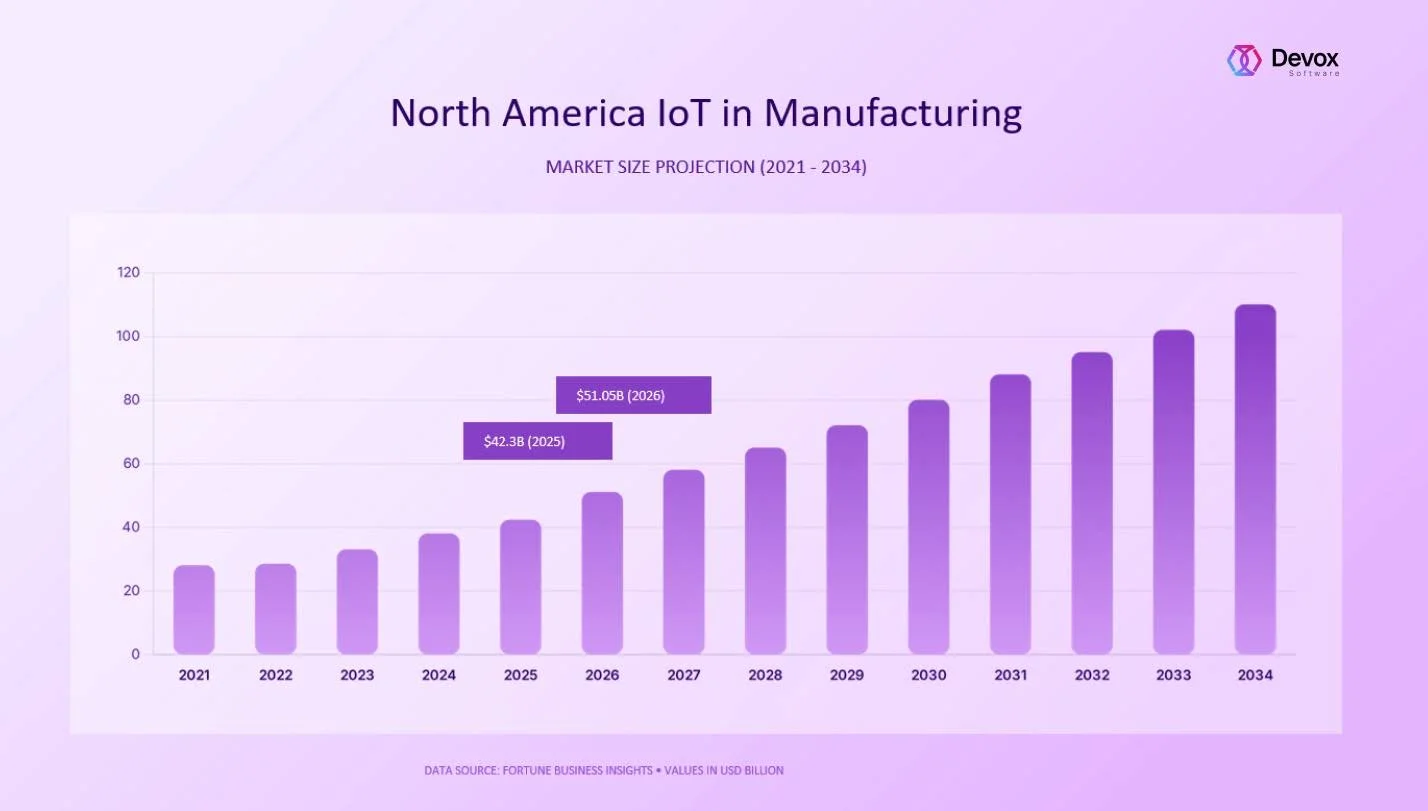
North America dominates the worldwide IoT in manufacturing market, with a projected regional market value of USD 51.05 billion in 2026. In particular, the U.S. is number one in the area due to smart manufacturing and industrial data products. How exactly? Several critical factors drive the market reality of the transition we’ve described above:
- New Revenue Streams: Traditional one-time hardware sales are continuously being replaced by provider-owned assets wrapped in life cycle services.
- Waste Reduction: Real-time monitoring and predictive analytics significantly optimize production. For example, with AI, manufacturers have reduced operational waste by over 10%.
- Changed Customer Expectations: These days, “connected products“ have become standard practice, so clients expect them to continuously work and receive over-the-air (OTA) updates. Furthermore, the “Amazon effect” has reached the industry, so now, B2B customers expect the same service level as consumers.
- Supply Chain Resilience: Volatile global situations have exposed the fragility of “just-in-time“ industrial data solutions, as opposed to a “just-in-case“ strategy. Businesses increase safety stock and “nearshore“ production to prevent possible disruptions.
- Compliance: New regulations like the EU’s Digital Product Passports (DPP) and more arise, forcing manufacturers to track every step of a product’s entire lifecycle, from origin materials to repair history.
It all leads to the idea that those manufacturers that embrace connected equipment, industrial data platforms, and service-based models now are future-proofing their businesses. The inability to do so may not show immediate consequences, but it will result in significant market share losses in the future. Moreover, such innovations in the production cycle bring tangible impact right now: they reduce waste and help respond faster to disruptions.
The takeaway is simple: the competitive edge is no longer in the machine itself; it’s in the manufacturer data, connected equipment, and services built around it. So, what should a manufacturer do to chase the moment and start building connected equipment platforms now and more?
Servitization in Manufacturing: Prep Stage
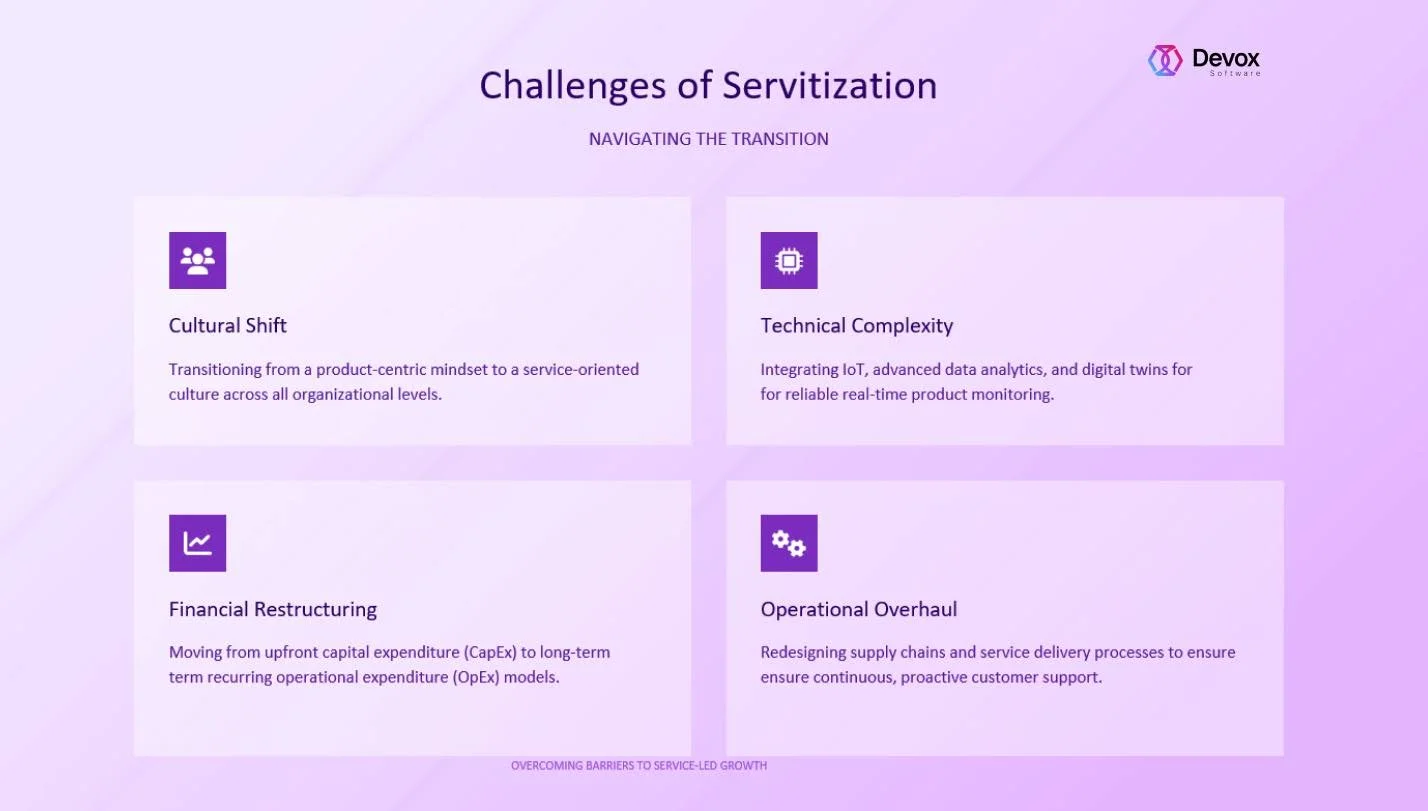
As most manufacturers are still deeply hardware-focused, it creates a gap in digital skills and technological starting ground. Legacy infrastructure slows everything down. Additionally, existing systems like SCADA and PLC-based environments can’t support modern integrations, so connecting them into one comprehensive manufacturer data flow often becomes a complex process.
After struggling with manufacturer data flow, another concern arises. Companies collect massive volumes of operational data, but it’s too unstructured to turn it into real business value. Plus, monetization strategies are unclear, with uncertainty in pricing models and financial planning. No need to mention added security and compliance risks, especially when moving toward cloud or edge architectures where sensitive operational data is vulnerable.
To move past these barriers, a new stack of Industry 4.0 technologies might become handy. The idea is to connect machines and equipment via Industrial IoT, enabling real-time monitoring, remote control, and predictive maintenance.
Moreover, edge AI processes manufacturer data locally, reducing latency and improving responsiveness in predictive capabilities, helping detect failures before they occur. Intelligent data analytics transform raw machine data into actionable insights about usage patterns, efficiency, and customer behavior.
A Roadmap to Connected Equipment Platform Modernization
Right preparation is about sequencing. You can’t change everything at once. Here’s what we see from our experience in intelligent automation and more:
- Visibility. Map your current systems, manufacturer data sources, and dependencies to learn what you’re dealing with when modernizing. Environments like SCADA often hide fragmented data flows. You must identify the current data movement, ensuring that no new initiative is built on chaotic data flows.
- Machine Connectivity. Connect critical assets via Industrial IoT to establish a reliable, continuous data flow from machines to a central layer.
- Data quality. Raw industrial data is noisy, incomplete, or inconsistent. Harmonizing data flows is a ground for further patterning that actually enables analytics later. Without this step, even the best AI models will fail.
- Monetization logic. Manufacturer data should turn into value through subscriptions, performance-based contracts, service layers, and so on.
- Security and compliance. With connected systems, risks increase exponentially. Retrofitting security later is always pricier and more complex than installing it from the start.
Only then can you introduce edge and AI capabilities. However, if your legacy tech requires too much investment for proper modernization, let’s be honest, there’s a more pragmatic path. Instead of a full overhaul, you can layer AI capabilities on top of existing infrastructure. Here’s a practical, downtime-free 9-step framework for a smart factory that works just fine for our clients, even if your tech needs improvement.
The Architecture of a Modern Connected Equipment Platform
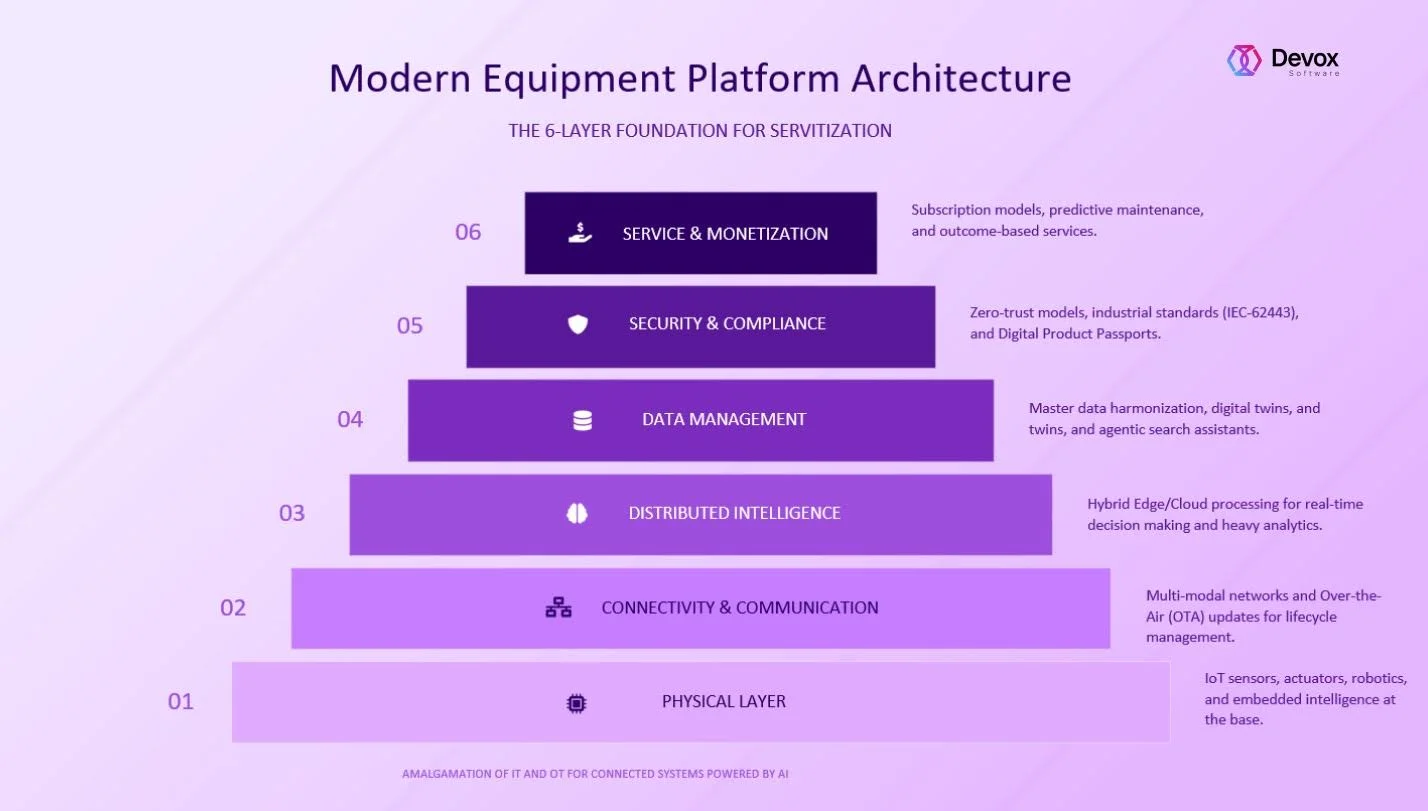
The architecture of a modern equipment platform rests upon the amalgamation of Information Technology (IT) and Operational Technology (OT), transforming isolated hardware into connected systems powered by AI. This architecture unites several critical layers in one, enabling new services and features.
- The Physical Layer. At the base of the architecture always remain the physical components (mechanical and electrical parts of the equipment and machinery), as well as the smart components, including
- The Connectivity Layer. Communication is the “lifeblood“ of the platform, connecting manufacturer data flows between the equipment and the cloud or edge. It relies upon
- Multi-Modal Networks power networks via antennas, ports, and protocols, including cellular connection.
- Over-the-Air (OTA) ensures that equipment receives software and firmware updates.
- The Distributed Intelligence Layer (Edge vs. Cloud). The hybrid approach is more resilient, allowing optimization of performance and quick restoration of activities after the downtime. It encompasses two technologies
- Edge Computing analyzes manufacturer data at the locally positioned source (the “Edge”) without cloud computing. It helps to reduce latency, bandwidth costs, and security risks, as well as instant, real-time decision-making, such as autonomous vehicles navigating to charging stations.
- Cloud Industrial Data Platforms receive data for processing remotely. They are perfect for heavy-duty analytics, long-term storage, and cross-facility collaboration as they lower upfront infrastructure needs.
- The “Single Source of Truth” Layer. The data management platform solves the problem of “dirty data” via three distinct approaches
- Master Data Harmonization bridges fragmented records across ERP, CRM, and PLM systems to create a “single source of truth“.
- Digital Twins allow manufacturers to create virtual models of production workflows for them to optimize performance before making physical changes.
- The Security and Compliance Layer. As we’ve mentioned above, incorporating more online technologies brings its risks. The security approach has to move from a “point solution“ to an end-to-end architectural requirement. Usually, it implies the implementation of the following processes:
- Zero-Trust Models verify every access request, limit access to only what’s needed, monitor behavior in real time, and segment systems.
- Standards Adherence enables compliance with industrial standards such as IEC-62443 for industrial automation and control systems and UL 2900.
- Digital Product Passports (DPP) track an asset’s entire lifecycle, from origin materials to repair history.
- The Service and Monetization Layer. And as a cherry on top, it supports servitization, shifting from hardware sales to services added to it.
What does it mean in practice? Manufacturers can build industrial data platforms that generate ongoing value, operationally and financially. And the next question is how to proceed fast.
How Machinery Manufacturers Turn Products into Data Products: Practical Route
The following brief guide outlines the strategic and technical steps manufacturers gradually take to achieve this ultimate transformation. In addition to the above, the first step is always preparation. Updating legacy systems, optimizing processes, mapping manufacturer data flows, etc. So, embedding intelligence directly into the physical equipment is the next step. A connected equipment platform relies on three main elements:
- Physical components, including the original mechanical and electrical parts
- Smart components, such as sensors, microprocessors, and enabling software
- Connectivity hardware, like antennas, ports, cables, and so on, that allow the machine to communicate with the outside world
After the preparation, real work commences. For you, we’ve formulated the actions into a comprehensive table, simplifying your movement through the stages.
| Step | Actions | Typical Challenges | How to Fix Them |
| Preparing | Audit legacy systems and map data flows; identify critical machines; retrofit sensors; add microcontrollers/firmware; introduce basic APIs or gateways | Legacy systems are rigid, lack APIs, and resist integration | Start with 1–2 high-impact assets; use gateways/adapters instead of replacing systems; avoid full replatforming early |
| Connecting | Install IoT gateways; enable device-to-cloud communication; configure protocols (MQTT/HTTP); implement embedded cellular modules; set up OTA update pipelines | Unstable connections, dependency on local networks, and security gaps | Use hybrid machine connectivity (cellular + local); implement buffering for offline mode; secure endpoints with authentication |
| Refining Data | Build ingestion pipelines (Apache Kafka, MQTT, AWS IoT Core, or Azure IoT Hub); normalize and clean data; unify schemas across ERP/CRM/PLM; implement data storage (lake/warehouse) | Manufacturer data is inconsistent, incomplete, or siloed | Introduce ETL/ELT pipelines; standardize naming and formats; start with critical datasets only |
| Leveraging AI | Deploy edge processing units where necessary; train models on historical data; implement anomaly detection; launch predictive maintenance; integrate AI outputs into dashboards/workflows | Poor data quality breaks models, unclear use cases, and slow ROI | Start with one use case and validate it with real data, iterating in short cycles |
| Checking Compliance and Security | Implement zero-trust access; encrypt data in transit/storage; segment networks; enforce identity management; align with standards (IEC-62443); track lifecycle data (DPP) | Expanding attack surface, regulatory complexity, and retrofitting security | Embed security from day one; monitor access continuously, and automate compliance reporting |
This table shows that every stage builds on the previous one: without connectivity, data doesn’t flow; without clean manufacturer data, AI doesn’t work; without AI, monetization remains theoretical. Most failures occur when companies attempt to advance prematurely by mixing the stages. The result is predictable: high costs and low adoption and ROI.
Successful teams start small, focus on one use case, prove ROI early, and scale gradually across locations and departments. To win, you don’t need to rebuild your entire ecosystem to start; move through each sequence where data flows from insights to captured value.
A Final Word: What ROI Looks Like in Reality

So much effort, and what is a typical outcome? Manufacturers implementing predictive maintenance alone often reduce unplanned downtime by 15–30%, which directly translates into millions saved annually. The idea is not to add services to machines but to turn machines into revenue-generating data products, whether it’s your shop or your client’s. The companies that get this right have a boost in their operations, fundamentally changing how they profit. Devox Software is on the brink of innovations with you, supplying cutting-edge tech decisions and transforming ordinary machines into smart equipment.
Frequently Asked Questions
-
What is an industrial data platform?
An industrial data platform is a centralized ecosystem collecting, processing and analyzing data from various manufacturing equipment and machinery. It unites the data flows and, powered with AI, acts as the “brain” that translates raw machine signals into information and, further, actionable business insights.
-
How does machine connectivity enable “data products”?
Without connectivity, equipment remains mere metal hardware. With it, a physical asset receives analytical features, allowing it to stream its performance, health, and usage data in real time. After the received data is analyzed and packaged into a service, for instance, predictive maintenance, performance reports, and more, it becomes a high-value industrial data product itself. This way, combined with the functionality of the machine, it adds value.
-
Why should a manufacturer invest in an equipment platform?
An equipment platform directly links the manufacturer’s analytics center and the machine in the field. As a result, the troubleshooting becomes faster, new revenue streams appear through subscription services, and deeper insights arise as a result of accumulated and processed actual manufacturer data.
-
What are the key features of successful manufacturing data platforms?
A successful manufacturing data platform is scalable, connects via multiple protocols, ensures military-grade security, and provides user-friendly dashboards for employees that turn complex numbers into clear information and, moreover, operational decisions.