The main question we’re discussing today is, can you make manufacturing execution systems MES, plant automation included, without replacing them? And the short answer is yes, and, moreover, you should in most cases. If you want the long answer, we’ve prepared this article for CIOs and CTOs at manufacturing enterprises, explaining how to do it effectively and how to rectify potential issues in the process.
Devox Software has a knack for modernizing, building, and innovating tech solutions for U.S. companies across various industries. From a workflow platform for an industrial manufacturer and a web interface for real-time battery monitoring to an automotive MES platform, we always focus on delivering real business value.
In this article, we explore how industrial middleware solutions and robust legacy data integration help with plant automation under the Industry 4.0 principles. Learn field insights straight from the source. Let’s get started.
Manufacturing Starting Point and Where to Move on
Legacy manufacturing modernization updates corporate systems and infrastructure, even if they are not obsolete but still fail to meet changed business needs. For instance, with the rise of AI, many businesses adopt advanced AI-powered capabilities like predictive maintenance and intelligent automation to outcompete in the market.
This way, a strategic approach to modernization transforms even deep-rooted legacy systems for new features and integrations without disruption or an overhaul. Often, teams perform it in phases, upgrading layers one by one, with minimal downtime and maximum impact.
Why Modernize: Benefits of Legacy Systems Modernization
In addition to the previously mentioned reason, businesses opt for modernizing because of obvious and hidden factors, such as unreasonably high operating costs, limited scalability and integrations, increased security risks, and so on. These issues ultimately slow down the execution of critical processes. Modernization services are essential for accelerating digital transformation, native to Industry 4.0.
Manufacturing Execution Systems (MES), originally designed to manage and monitor work-in-progress on the factory floor, are now dragging performance back. These days, 20- or even 30-year-old legacy systems often predate modern data integration principles. Legacy MES systems create 3 core bottlenecks:
| Problem | Impact |
| Data silos | No real-time visibility |
| Rigid architecture | Slow feature delivery |
| Limited integration | No AI/analytics adoption |
As a result of modernization, businesses eliminate these bottlenecks and achieve operational advantage as follows:
- Faster Reaction to Market Shifts. Modernization introduces modular design and automation, allowing teams to ship features faster and respond to market changes without delays.
- Real-Time Visibility. Integrating data pipelines, businesses gain real-time insights across operations, from production to supply chain, for more accurate decisions.
- Reduced Operational Costs. Outdated infrastructure, manual processes, and inefficiencies draw additional expenses. Modernization reduces maintenance overhead, optimizes resource usage, and lowers long-term costs.
- Improved System Performance. Modernized systems handle higher workloads with better stability. This results in faster processing, fewer failures, and improved user experience across platforms.
- Enhanced Security and Compliance. Legacy systems are more vulnerable to cyber threats and often fail to meet modern compliance standards. It’s fixed via updated security protocols, access controls, and built-in audit capabilities.
- Seamless Integrations. Modern businesses, as opposed to legacy ones, rely on cloud platforms, AI/ML models, IoT, and real-time data streams.
- Future-Proof Scalability. Modern architectures (cloud-native and microservices) allow systems to scale with business demand.
- Increased Agility in Operations. Modernization enables iterative improvements instead of large, risky overhauls. Businesses can adapt faster, test new ideas, and continuously optimize operations.
To sum up, the only thing you need to decide is which modernization strategy to choose.
Bridging the Gap with Software Modernization
Effective application modernization techniques extend the life of valuable assets while integrating them into a contemporary software development lifecycle without downtime. The most common approaches include refactoring existing code, re-platforming applications to cloud services, and encapsulating legacy software with APIs to facilitate new features and data integration. Instead of starting over, companies layer
- real-time data pipelines
- AI analytics
- middleware orchestration
on top of legacy MES to move from reactive to predictive operations. Let’s consider the most effective frameworks based on our experience.
Quick Answer: What frameworks are used for legacy system modernization?
What makes these frameworks as effective as possible is a structured approach to everything: assessing legacy systems, planning modernization efforts, and executing the transformation with minimal risk. Following them, businesses receive a smooth transition to modern software with obvious technical and business advantages.
Successful approaches combine the following:
- strategic decision models (e.g., 7 R’s approach)
- incremental transformation patterns (the Strangler Fig pattern)
- modular architecture principles (DDD, microservices)
- data-first integration approaches
- DevOps-driven delivery models
According to McKinsey & Company, companies that structure data and systems effectively unlock higher value from digital transformation efforts (QuantumBlack, 2025).
Core Strategies — Modernizing MES via Integration
Current trends in manufacturing software development primarily enhance overall plant automation. Updating legacy applications becomes part of a larger, interconnected ecosystem integration. This way, the focus is on creating modern software solutions that can seamlessly communicate with diverse industrial middleware and legacy software. Let’s consider real options one by one.
Data Integration Principles
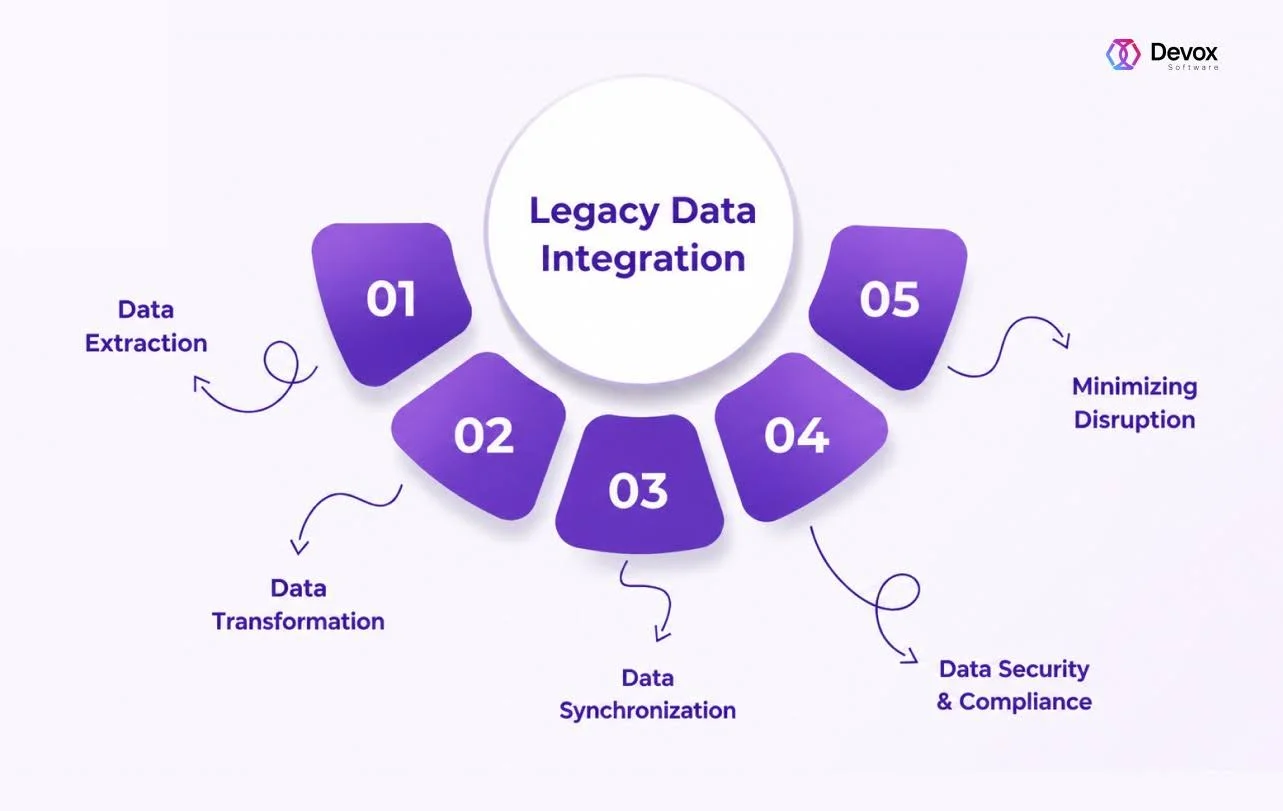
Many legacy systems house invaluable operational data in disparate, often proprietary formats, making seamless integration with modern software almost impossible. For an effective legacy data integration, the following principles must be realized:
- extracting
- transforming
- loading this data into a unified platform
- establishing clear data governance policies
- applying robust APIs for communication between systems
- implementing data validation checks to maintain integrity
Let’s review the most useful practices for each principle.
Data Extraction
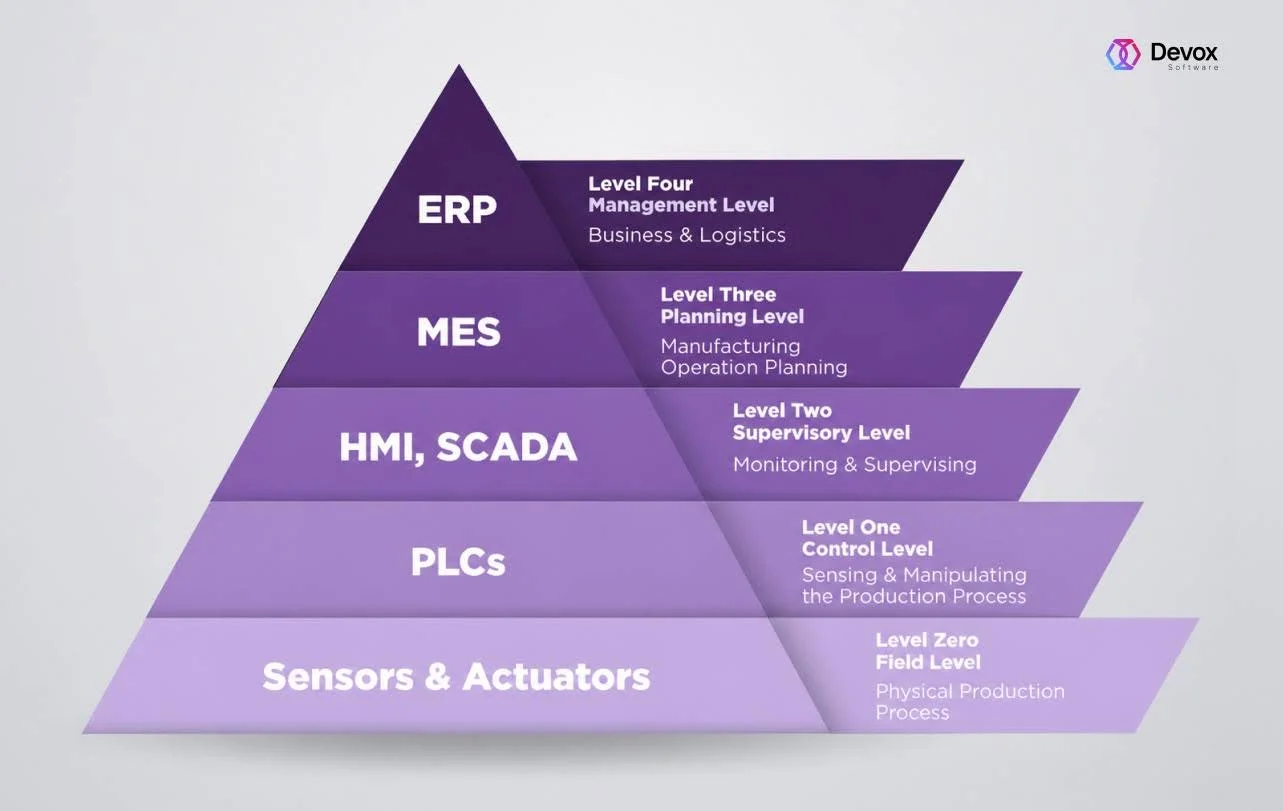
The first step is identifying and collecting data from all operational sources: MES platforms, PLCs and SCADA systems, sensors and IoT devices, and ERP and warehouse systems. Our practical advice that has saved the project’s timelines many times is the following:
- Start with the highest-value production data rather than full extraction immediately.
- Use industrial middleware or OPC UA gateways to standardize machine communication.
- Avoid direct point-to-point integrations whenever possible, as they quickly become difficult to maintain.
Data Transformation
Since legacy systems often store data in incompatible structures and formats, data transformation ensures standardization across the data flows. Our practical advice here is
- Create a unified naming convention for machines, production events, and operational metrics.
- Normalize timestamps, units, and production identifiers early in the process.
- Remove duplicate or corrupted records before feeding higher systems.
Data Loading
Once standardized, operational data should flow into centralized environments such as cloud data warehouses, manufacturing data lakes, and real-time analytics platforms. In practice, it’s crucial to:
- Prioritize scalable architectures for future IoT and AI workloads.
- Separate historical storage from real-time streaming environments for better performance.
- Introduce event-driven pipelines for low-latency reports.
The goal is not only to store data safely but also to make the data easily accessible in the ecosystem.
Establishing Data Governance Policies
For governance, our practical advice includes:
- Define ownership for operational data across departments.
- Standardize data access permissions and retention policies.
- Introduce audit trails and monitoring for sensitive production information.
It’s all done for compliance, reporting accuracy, and data security, among others.
Implementing Data Validation Checks
For enhanced production reliability, validate incoming machine data in real time. Automatically detect anomalies, missing values, or synchronization failures. And monitor data pipelines continuously rather than relying on periodic checks. This will help to prevent production delays and quality control failures.
When embedded correctly, these principles facilitate the smooth flow of information from factory-floor equipment to higher-level enterprise systems. At that, all data will be consistent, accurate, and readily available for informed decision-making. On the contrary, poor data integrity leads to production errors, faulty analytics, and significant operational delays.
Industrial Middleware Solutions
Industrial middleware solutions connect legacy systems with modern software applications, translating communication protocols. So disparate machines, sensors, and software can “speak” to each other seamlessly. As a result of this “interdevice” communication, new features are much easier to deploy.
Industrial middleware solutions are numerous and differ from industry to industry. Here are some examples in the form of a table.
| Middleware | Result | |
| Automotive | OPC UA | Predictive maintenance |
| Food and Beverage | Kafka | Real-time supply chain |
| Industrial | iPaaS | Unified operations |
In manufacturing, OPC UA servers are used for standardized communication with industrial equipment, message brokers like Apache Kafka for real-time data streaming, and integration platforms as a service (iPaaS) specifically designed for industrial contexts.
Why are they so important? These solutions connect legacy software with contemporary cloud services and AI applications, so MES can be modernized without a complete overhaul.
Quick Answer: How to modernize MES without replacement?
- Wrap legacy MES with APIs
- Introduce industrial middleware (Kafka, OPC UA)
- Build real-time data pipelines
- Add an analytics and an AI layer if necessary
- Gradually refactor critical modules (with AI-powered tools)
This phased approach has proven to reduce risk and deliver ROI on modernization faster.
Cloud Connectivity
Cloud connectivity securely exchanges data from legacy systems with modern cloud environments in real time. Instead of operating as isolated factory-floor systems, connected infrastructures become part of a scalable digital ecosystem. By integrating cloud platforms into their manufacturing operations, businesses gain the following benefits.
| Does What | Brings What | |
| Centralized Production Visibility Across Facilities | Consolidates operational data from multiple plants, production lines, and systems into a unified environment | Improves decision-making, monitoring, and enterprise-wide operational transparency |
| Scalable Storage and Computing Power | Enables manufacturers to dynamically scale infrastructure and processing capacity based on operational demand | Supports growing data volumes, AI workloads, and Industry 4.0 initiatives without major hardware investments |
| Remote Access to Operational Data | Allows teams to securely monitor production environments, analytics, and KPIs from any location | Improves responsiveness, collaboration, and multi-site operational management |
| Faster Deployment of New Digital Services | Cloud-native environments accelerate the rollout of analytics, automation, reporting, and AI capabilities | Reduces time-to-market for innovation and operational improvements |
| Easier Integration with ERP, Supply Chain, and Analytics Systems | Simplifies connectivity between MES, ERP, warehouse, logistics, and business intelligence platforms | Creates seamless data flow across business operations and improves end-to-end visibility |
As a result, cloud connectivity allows manufacturers to modernize incrementally without disrupting critical production processes. Instead of replacing factory systems, companies extend them with modern, cloud-enabled capabilities.
AI-Driven Analytics
Integration with AI transforms manufacturing data into another layer of operational intelligence. Traditional MES and plant automation systems just record production events, while AI-enhanced functions continuously analyze patterns, anomalies, and performance trends in real time. With machine learning, manufacturers can:
- Predict equipment failures before downtime occurs
- optimize production schedules
- Identify quality issues earlier
- reduce waste and energy consumption
- improve forecasting accuracy
- automate operational decision-making
For example, AI-driven predictive maintenance systems analyze machine vibration, temperature, and performance patterns to forecast maintenance needs before breakdowns occur. The best thing in all of this work is that you don’t need to rebuild the system from scratch to get intelligence for your systems. In this article, we’ve described how to move from SCADA to a smart factory in 9 steps.
Real ROI Example of MES Modernization through Integration
So, how does MES modernization actually look in practice? You invest in modernization initiatives, but what changes operationally, financially, and strategically afterward? In reality, properly integrated MES directly impacts production efficiency, downtime reduction, maintenance planning, and decision-making speed across the factory floor.
Let’s look at the summarization in the table below.
| Before MES Modernization | After MES Modernization Through Integration | Business Impact | |
| Quality Control | Manual quality inspections and delayed defect identification | Real-time defect detection with AI-driven monitoring | Reduced scrap, faster issue resolution, improved product quality |
| Maintenance Strategy | Reactive maintenance after equipment failures | Predictive maintenance based on machine telemetry and analytics | Fewer breakdowns and optimized maintenance scheduling |
| Production Visibility | Fragmented MES and operational data across systems | Centralized real-time production monitoring | Faster and more informed operational decision-making |
| Downtime Management | Frequent unplanned production interruptions | 25–40% reduction in downtime | Increased production availability and operational efficiency |
| Data Integration | Isolated systems with limited interoperability | Unified MES environment | Seamless cross-system communication and reporting |
| Reporting & Analytics | Delayed reporting and manual data consolidation | Real-time dashboards and automated analytics | Faster KPI tracking and improved responsiveness |
| Scalability | Difficult integration of new technologies | Flexible architecture supporting AI, IoT, and cloud services | Easier future modernization and Industry 4.0 readiness |
| Operational Agility | Slow response to production anomalies | Immediate detection and response capabilities | Improved manufacturing agility and resilience |
| Infrastructure Strategy | Pressure for costly MES replacement | Integration-first phased modernization approach | Lower implementation risk and faster ROI |
| Overall Operations | Reactive and siloed manufacturing environment | Predictive, connected, and data-driven ecosystem | Stronger competitiveness and long-term scalability |
Summary and Takeaways
| What It Enables | Business Impact | |
| Industrial Middleware Solutions | Connects legacy equipment with modern platforms and applications | Enables seamless data exchange across the production environment |
| Data Integration | Ensures accurate, secure, and real-time data flow | Improves operational visibility and decision-making |
| Cloud Connectivity | Integrates factory systems with scalable cloud infrastructure | Supports remote access, centralized monitoring, and scalability |
| AI-Driven Analytics | Applies machine learning to operational and production data | Enables predictive maintenance and process optimization |
| Industry 4.0 Readiness | Creates a connected and scalable digital manufacturing ecosystem | Supports long-term innovation and competitive advantage |
- Full MES replacement is not always necessary. Strategic, incremental software modernization extends the value of existing systems at lower risk.
- The most proven methods of strategic legacy modernization are integration-first approaches, industrial middleware solutions, strong data integration principles, and an AI-powered analytics layer.
- Without cloud connectivity and scalable architectures, Industry 4.0 initiatives will stagger.
- Successful modernization is not just about updating technology; it is about embedding processes and standards powering long-term innovation and competitive advantage.
Partnering with Devox Software for your software modernization offers you niche expertise and hands-on experience to make everything that is needed faster and on the first try.
We tailor our modernization services to address the unique challenges of your tech configurations and business priorities. Thanks to AI Solution Accelerator™’s proven pipelines, the process is faster and more predictable, delivering a significant return on investment without massive rewrites or downtime.
Frequently Asked Questions
-
Can we modernize a manufacturing execution system (MES) without full replacement?
Yes. In most manufacturing environments, a complete MES replacement is unnecessary. With the help of special practices, manufacturers can gradually extend existing MES capabilities by adding modern integration, analytics, and automation layers on top of the current infrastructure as follows:
- API integrations
- industrial middleware
- cloud connectivity
- real-time dashboards
- AI-driven analytics
Thus, manufacturers introduce predictive maintenance, mobile monitoring, production visibility, and advanced reporting while preserving stable core operations.
-
What role do industrial middleware solutions play in integration?
Industrial middleware solutions bridge between legacy industrial equipment and modern digital platforms. As many factories operate with 20- or 30-year-old machines, PLCs, SCADA systems, and MES platforms that cannot naturally exchange data, middleware solves this problem with protocols, APIs, and message brokers for
- real-time machine connectivity
- data normalization
- protocol translation
- centralized monitoring
- cloud and AI integration and more
For example, middleware can collect production data from PLCs using OPC UA, stream it through platforms like Apache Kafka, and deliver it into cloud analytics environments or ERP systems in real time. Without middleware, modernization efforts often become fragmented and expensive because every system requires custom point-to-point integrations.
-
What are the main data integration principles for factories?
Strong data integration principles are key to success. As industrial environments generate enormous amounts of operational data, it’s vital to make sure this data is accurate, timely, and consistent. The core principles include:
- Data Integrity. Missing or corrupted data can lead to incorrect forecasting, downtime, or quality issues.
- Low Latency. Low-latency data pipelines immediately update operational insights, alerts, and machine states.
- Standardization. A unified structure allows analytics, AI models, and reporting systems to work consistently across many environments.
- Security. Secure transmission, encryption, access controls, and monitoring protect industrial systems from cyber threats.
- Scalability. Future growth in terms of additional machines, plants, IoT devices, and AI workloads should be possible without a redesign.
This way, strong data integration is a step closer to the modern Industry 4.0 digital ecosystem.
-
Is legacy systems modernization cheaper than buying new software?
Often, yes. Full system replacement projects are expensive, not only because of licensing costs but also because they involve infrastructure replacement and add risks. Incremental legacy systems modernization, on the other hand, focuses investment only on the areas limiting business growth or operational efficiency. This often delivers faster ROI because manufacturers can:
- preserve existing hardware investments
- avoid production downtime
- continue with familiar workflows
- prioritize high-impact improvements first
For example, instead of replacing an entire MES platform, a manufacturer may only modernize reporting capabilities, integration layers, mobile interfaces, analytics systems, and/or data infrastructure. This targeted approach significantly reduces risk while optimizing operational systems.
-
How does plant automation benefit from software updates?
Modernizing the software layer of plant automation improves visibility, efficiency, and operational intelligence while physical equipment stays the same. Modernized environments transform old systems into connected, data-driven environments with many perks, such as
- real-time machine monitoring
- predictive maintenance
- production forecasting
- anomaly detection
- automated reporting
- AI-driven optimization and more
So, instead of reacting to equipment failures after downtime occurs, manufacturers can analyze sensor patterns to predict maintenance needs before breakdowns happen. As a result, if done continuously, manufacturers gain end-to-end operational visibility across the production lifecycle.